
聊聊一支枪最神秘的组成部分——枪管
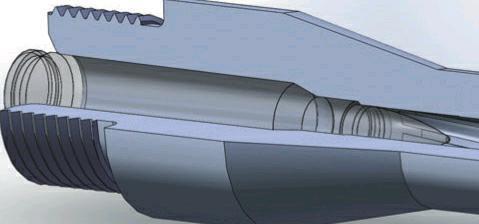
枪管有线膛枪管和滑膛枪管之分,只有线膛枪管才有膛线。在枪械中,除了霰弹枪和一小部分特制枪械外,绝大多数都有膛线,因此,线膛枪管才是本节的重点。线膛枪管从后往前(从枪管尾端到枪口),依次分为弹膛、坡膛、线膛三部分。
弹膛
顾名思义,弹膛就是枪管内容放枪弹的部分,它的几何形状为多锥体,外形和枪弹类似,负责引导枪弹在弹膛内的定位。弹膛设计要利于抽壳,还要起到密闭气体和承受膛压的作用。对于转轮手枪或者转膛式武器来说,它们硕大的转轮就是弹膛。
一些枪械会在弹膛内刻上纵槽,使射击时的火药燃气沿着槽体流向弹壳外表面,起到减小抽壳阻力的作用,法国的FAMAS、德国的G3就采用了这种设计。而横槽或者是螺旋槽,则是让弹壳膨胀嵌入其中,以增大抽壳阻力的方式增大后坐阻力,起到降低射速的作用,我国的77式手枪就采用了这种设计。
归根结底,弹膛内壁刻槽既难以加工,又降低了弹膛强度,弊端较大,是一种迫不得已的手段。如今,弹膛内刻槽已经十分少见。
線膛
线膛则是枪管内膛中加工有完整膛线的部分。在火药燃气作用下,弹头被迫朝着枪口方向高速前进,同时又在螺旋状的膛线作用下被迫旋转,从而“边旋转边前进”。对这种“边转边走”的特性感到好奇的读者,可以仔细观察螺栓和螺母的配合——螺纹和膛线的本质都是螺旋线,它们的配合关系都是“边旋转边前进”。
线膛可以分为圆柱形线膛和圆锥形线膛。圆柱形线膛就是一根普通的圆柱,枪械中所有的线膛基本都是圆柱形线膛。而圆锥形线膛则是一头大一头小,弹膛部分较大、膛口(枪口)部分较小。采用这种线膛结构的枪管发射弹丸时,弹丸的初始章动角和速度偏角小、射击精度高,同时气密性好,但这种线膛发射弹丸的摩擦力很大,磨损严重,加工也较为困难。圆锥形线膛在火炮中曾有过采用,其成果就是锥膛炮。这种炮二战中的英国、德国都有过研究,其特点是穿甲效果好,精度高,但难生产、寿命低,最终还是被放弃了。
坡膛
坡膛是线膛和弹膛两者的过渡部,负责引导弹头的进一步对齐和嵌入膛线。从外观上看,膛线在坡膛部分起始,实现了“从无到有”。坡膛负责弹头的挤进过程,对射击精度、枪管寿命和内弹道性能影响很大,其重要性不言而喻。美国的坡膛多为圆柱+圆锥+台阶过渡的结构,而苏联的坡膛设计则尽可能采用单锥体。
此外,枪管口部还会有一个膛口部,也称作膛口弧形,现代的多加工为圆角或者倒角。它存在的意义在于,可以保护膛线口部不受到意外损伤——如果膛线膛口受到损伤,产生偏差,就会严重恶化精度,而通过加工膛口弧形,让膛线“缩”到枪管内一些,就可以减小损伤的概率。
无论是线膛、坡膛、弹膛还是膛口弧形,都必须严格保证同轴,即其轴线最好能完美重合,能一体加工、一体成型,这也是如今枪管制造的追求方向之一。如果不同轴,弹丸的运动过程就会像过山车一样上下左右偏移,导致运动阻力增大、精度变差。枪管寿命降低、弹头留膛等一系列问题。在转轮手枪上,由于转轮(弹膛)是活动的,它的定位精度远远比不上弹膛、坡膛、线膛一体的自动手枪,再加上气密性不佳,转轮手枪的弹头留膛问题至今都没能解决。
膛线
枪管线膛部分有几个专有名词,比如导程、缠距、缠度、缠角、左旋右旋、阴线阳线之类,它们字面意思相近,有的是同义词,有的则表达完全不同的意思,让人眼花缭乱。在此,笔者为大家用通俗的语言解释一下。
缠距,也叫导程,如果把膛线看作一种特殊螺纹的话,也可以勉强叫做螺距,是指膛线旋转一周,在枪管轴线方向(枪管尾端到枪口方向)上前进的距离。通俗一点说,就是膛线“转一圈走多远”。一般而言,缠距越大,枪弹的旋转就越弱。比如说,一根600毫米的枪管,如果缠距为300毫米,那么弹头飞出枪管就要旋转两圈,如果缠距为200毫米,就要转三圈。缠距较大,膛线就没有那么“陡”,弹头用来旋转的能量较小,初速就比较高,但转速不够,旋转稳定性就差,射击精度就会下降。缠距较小则反之。
此外,在西方国家,缠距也用比例来表示。比如SS109弹缠距为178毫米,正好是7英寸,由于弹头每前进7英寸转一圈,因此缠距表示为1:7,这种圈数:距离,单位不统一的做法十分奇怪,在国内也很少见。在国内一些文献中,这种1圈:7英寸的表示方法常被误写成1/7英寸,造成了很多误解。实际上,1/7英寸大概是0.36毫米,日常生活中常见螺丝的螺距都在1毫米以上,如果枪管的螺距只有0.36毫米,是根本不可能发射的。
缠度则是膛线导程和口径的比值。比如SS109弹,口径按照英制是0.223英寸,其缠度就为7英寸/0.223英寸,大约为31.4。而缠角则是膛线参数角度化的表示方法,定义为膛线上的任意一点的切线与枪管轴线的平行线的夹角。通俗理解,如果把膛线在纸面上展开,那么如图的这个角度α就是缠角,它符合公式α=arctanπd/L,其中L是缠距,而d是枪口直径,arc? tan(反正切)则是一个反三角函数,高中数学就会学到。以5.56毫米步枪常见的7英寸缠距计算,其口径按照英制为0.223英寸,则其缠角为arctan 0.223×π/7,大约为5.71°。在计算缠角中,1:7的缠距表示方法,很容易让人误算为arctan 1/7,从而产生错误,这也是笔者不推荐这种缠距表示方法的原因。
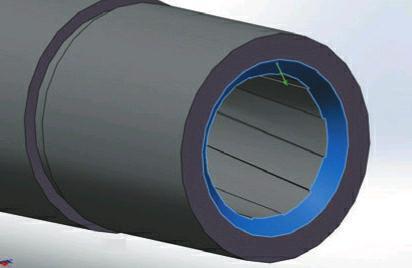
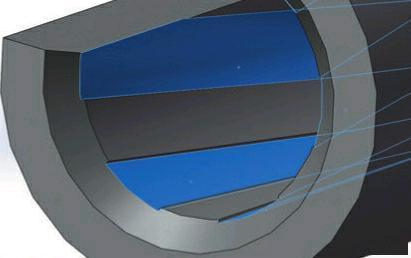
众所周知,膛线分为阴线和阳线,两者交替相接构成膛线。阴线是直径比较大的部分,从外观上看是凹陷在内的,因此名为阴线。阳线直径较小,凸出在外,故名为阳线。枪弹弹头的最大直径往往和阴线直径相同或略小于阴线直径,因此,阴线很难磨损,而阳线要和弹头被甲相互作用,较容易受到磨损。一些电视剧里形容枪械老旧,多说“膛线都磨平了”,指的就是阳线磨损了。
膛线还有左旋和右旋之分,我国膛线大多为右旋,和日常生活中螺纹的旋向相同,其鉴别方法是以轴线方向作为竖直方向,旋向从左下到右上的为右旋,从左上到右下的为左旋。膛线的旋向只影响弹丸的偏向,右旋膛线导致弹丸右偏,左旋导致左偏。
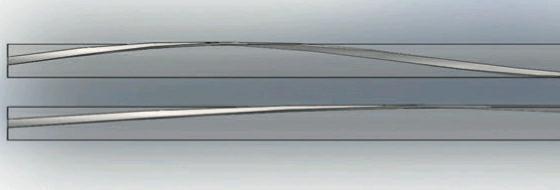
膛线按照膛线展开线(缠角)的不同,分为等齐膛线、渐速膛线和混合膛线三种。
等齐膛线缠角不随缠度(缠距)变化,始终如一的膛线称为等齐膛线,这种膛线的展开线是一条直线,比较易于加工,是最常见的膛线。缺点是膛线缠角是一成不变的,这与弹头的受力规律(膛压变化规律)不符,因此等齐膛线往往在膛压最大的位置率先形成烧蚀、磨损,对寿命不利。
渐速膛线缠角随缠距的变化而变化,展开线也是一条曲线。这种膛线可以根据弹头的受力规律进行优化,让强度分配更合理,寿命更高,但加工也更为麻烦。
混合膛线前半部分是减速膛线,枪口部分则是等齐膛线。这种膛线吸取了两种膛线的优点,比等齐膛线更优越,比渐速膛线更好加工。实际上,枪械中基本上都是等齐膛线。
膛线还可以根据断面形状来区分,国内将其分为矩形、梯形、圆形、多弧形、多边弧形、弓形6种,实际生活中常见的往往只有矩形膛线和多边弧形膛线两种。矩形膛线的形状就是圆形+凸出的矩形,这是最常见的膛线,加工较为简单,成本低廉,但膛线存在直角,容易产生应力集中,对强度和寿命不利,闭气性也不好。
而多边弧形则是边角圆弧化的正多边形,多边弧形膛线则没有直角,强度、寿命更佳,加工难度提升不大,具有很好的理论优势,国外诸如格洛克手枪就采用了六边弧形膛线。目前,这种膛线在国内还没有大规模使用。
膛线的质量关乎到枪械(火炮)的精度和寿命,加工水平也一直是一个国家技术实力的体现。如今,许多枪械的膛线都用精锻的方法制造,但膛线的加工方法并不止这一种。
在加工膛线之前,枪管坯往往要进行深孔加工,变成一个壁厚很大的“钢管”,而后才能进行膛线加工。一般的,膛线加工有阴线拉削、冷挤压、电解加工、精锻几种常见方法。
拉削加工就如同雕刻,通过切除一部分材料来加工出膛线。这种做法的历史非常久远,早期的步枪膛线大多都是这样加工出来的。拉刀安装在拉线机上,转动拉线机并让拉线机沿着枪管轴线前进,就可以根据设定的导程加工出膛线。由于枪管的材料难以加工,因此要进行多次拉削、多次调节刀片的突出量,才能切出一条合格的膛线。可见,这种做法的加工效率很低,加工出的膛线也较为粗糙。但这种加工方式不像冷挤压和精锻一样,需要加工挤压头和芯棒,前期成本很低。因此,小批量生产时,这种加工方式仍然是比较划算的。
线膛冷挤压则和拉削不同,它不是切出膛线,而是硬挤出膛线。冷挤压所用的挤压头上,加工有和膛线相同的外轮廓,在挤压时,让枪管相对挤压头边旋转边前进,就可以挤出膛线来。这种加工方式最大的优点是不产生切削。众所周知,枪管所用钢材,往往是表面层热处理和表面处理的质量最好,而切削加工却把这层表面切掉了一部分,破坏了整体强度,而冷挤压则保留了表面层,因此枪管的寿命更高。但相应的,在枪管内表面硬挤出膛线较为困难,需要相应的润滑措施和更好的加工水平,尤其是挤压头的加工和制造水平。
电解加工则是利用金属阳极溶解的电化学原理来加工膛线。加工时,枪管接通直流电源的阳极,而具有特定外形和尺寸的芯棒接通阴极,两极之间保留很小的间隙。在一定的电流下,氯化钠(食盐)电解溶液从间隙中高速通过,与阴极对应的枪管内壁表面金属就会被不断电解并被电解液冲走,直到达到加工要求为止。这种加工方式大多用于大口径机枪的枪管加工,而小口径枪械上使用这种加工方法相对困难。这种方法加工效率高,加工工具寿命长,缺点是需要用到对环境和人体危害较大的特殊化学液体,加工车间看起来也比较“惊悚”。
以上这三种加工方式,在加工完枪管后都需要进行线膛修饰,也就是俗称的浇铅擦膛。把铅液浇入枪管后浇筑成铅条,再让铅条沿着阴阳线边旋转边向前运动,即可完成对枪管内壁的打磨。铅条上还混合有金刚砂和油类的混合剂,起到打磨作用。浇铅擦膛对工人和环境的损伤都非常大,而精锻就不需要这一步。
枪管精锻(冷锻)和冷挤压类似,不过膛线是“锤”出来的而不是挤出来的。加工时,将芯棒送入比芯棒略大的枪管内膛,让芯棒保持相对于枪管转动并前进,枪管外的锤头就会高速捶打枪管,迫使枪管内壁“印刷”出膛线。这种加工方法和冷挤压相同,不产生加工废料,材料利用率很高。除此之外,这种加工方式还有一个好处就是可以把一根“短租”的枪管,像擀面一样捶打成一根细长的枪管,金属更加致密,强度更高,寿命也更好。如今,这种加工方法已经成为最主流的枪管膛线加工方法。
需要指出的是,这四种加工方法对工业基础的要求依次递增,尤其是精锻加工。笔者曾经实地观摩过国内某厂的进口精锻机,从材料的夹取到成品的取出,全部由机械臂完成。精锻机内封装设计良好,无需人员进入和靠近,非常安全,工人只需要运输原料和成品即可,非常轻松。整个精锻机只有两间屋子大小,其加工质量,却比旁边比它大十几倍的老式精锻机还要好。当然,这种高度自动化的进口精锻机价格达到了千万元级别,如今,我国还无法自产相同水平的产品。
总结
枪管加工是一个国家基础加工和自动化能力的高度体现,技术门槛非常高,不仅国家之间相互保密,甚至是一个国家的不同枪械公司和厂家之间也相互提防。一些技术实力较差的国家,即使花高价也难以买到国外最新的产品,一般只能买到经过性能缩水处理的上一代产品,整个行业内的技术封锁非常严重。
直面国内不足,在国外,高度自动化的精锻机的设计、制造、量产都集中到了一些一流枪厂中,诸如FN、斯太尔、西格这些枪械公司。这是枪械整体实力的高体现——设计生产枪械的国家和企业很多,但能设计生产完备的枪械加工设备的国家却屈指可数,量产出现代精锻机这种高度自动化的设备更是难上加难。在今天,枪械的设计已经很难分出明显的高下,而加工却可以让枪械明显分出好坏。枪械,尤其是枪管的加工领域,我国还有很长的路要走。







内容来自网友分享,若违规或者侵犯您的权益,请联系我们
所有跟帖: ( 主贴楼主有权删除不文明回复,拉黑不受欢迎的用户 )
进入内容页点击屏幕右上分享按钮
楼主前期社区热帖:
- 【文史英华】刘沅《拾余四种》述略‖任蕴奇 04/24/24
- 城中桃李愁风雨,春在溪头荠菜花 04/24/24
- 饮茶贵新,欧阳修这首诗写出了春茶的美妙 04/24/24
- 喝汤没营养?试试和营养师学做药膳汤——分享几款春夏药膳 04/24/24
- 这6种零食,都是“升血糖高手”,爱吃也要忍住! 04/24/24
- 春风如贵客,一到便繁华 04/23/24
- 学习有道,列子论学 04/23/24
- 【历史文化】杜甫后裔在江津的耕读传家足迹‖杜长志 04/23/24
- 四川人说“欺头”是什么意思?这个词可以追溯到先秦之前 04/23/24
- 诊断皮肤肿瘤需要做哪些检查?如何确诊? 04/23/24
- 每日科普 | 啥是“百日咳”? 04/23/24
- 夜宵和宵夜,看似没有区别,如果是在四川那就大不一样 04/21/24
- 春来咏柳:一树春风千万枝,嫩于金色软于丝 04/21/24
- 解读丨人生的境界说 04/21/24
- 如何与颈动脉斑块和平共处? 04/21/24
- 健康科普 | 夜班护士,你一定要懂得这样调理身体 04/20/24
- 世界痛风日 | 精准防控 远离疼痛 04/20/24
- 古人们都吃什么?趣说古代家宴 04/20/24
- 王阳明:专心,是一种修行 04/20/24
- 熊猫能听懂四川话吗?看了花花对“过来”的理解就明白了 04/20/24
>>>>查看更多楼主社区动态...